Last Updated: August 4, 2026
Author: Myung Joong Kim, CEO, Fresnel Factory Inc.
Reading Time: Approximately 7 minutes
Quick Answer
A typical PIR Fresnel lens development process includes requirement review,
technical feasibility assessment, optical design, customer approval, DFM review,
mold fabrication, sample production, performance evaluation, and mass-production preparation.
- The sensor model, active area, lens-to-sensor distance, target distance, and field of view should be confirmed before optical design.
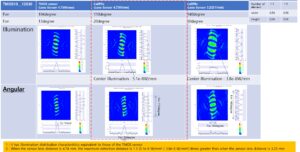
- The detection-zone layout and optical energy distribution are reviewed through simulation before tooling.
- The approved optical design is converted into an injection-moldable structure through DFM review.
- Injection-molded samples can be evaluated before customer approval and mass production.
- Available evaluation methods include IEC 63180-based testing, EN 50131-2-2-based testing, and signal-strength testing by angle.
What Information Is Required Before Starting a PIR Fresnel Lens Project?
A custom PIR Fresnel lens cannot be designed from the detection distance or field of view alone.
The sensor geometry, mechanical structure, detection-zone requirements, and production conditions
must be reviewed together.
Clear input data improves the accuracy of the initial feasibility review, quotation,
optical simulation, and development schedule.
| Required information | Why it is required |
|---|---|
| PIR sensor model | Identifies the sensor structure, package geometry, and operating characteristics. |
| Sensor active-area dimensions | Determines focal geometry, segment dimensions, and expected image position. |
| Lens-to-sensor distance | Affects focal length, field of view, and detection-zone position. |
| Target distance | Defines the intended detection range and optical requirements. |
| Horizontal field of view | Defines the required lateral coverage. |
| Vertical field of view | Defines the upper, center, and lower detection coverage. |
| Detection-zone layout | Determines segment direction, spacing, overlap, and blind-zone control. |
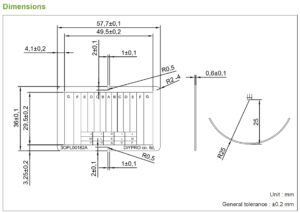
| Available lens dimensions | Defines the usable optical area and mechanical design limits. |
| Lens material | Affects infrared transmission, durability, molding, and environmental performance. |
| Environmental requirements | Supports material selection and mechanical durability review. |
| Expected annual usage | Supports tooling, production-method, and quotation planning. |
| Target mass-production date | Determines the optical design, tooling, sample, and approval schedule. |
Units in customer drawings should also be checked before the quotation and optical design are finalized.
For example, a target-distance value shown as “30” may indicate 30 m rather than 30 mm.
What Are the Typical Stages of PIR Fresnel Lens Development?
The exact process depends on the lens complexity, sensor configuration, mold structure,
performance requirements, and customer approval procedure.
A typical project follows the sequence below.
| Stage | Development activity | Main output |
|---|---|---|
| 1 | Customer requirement review | Confirmed application and input requirements |
| 2 | Technical feasibility review | Preliminary optical and manufacturing assessment |
| 3 | NRE quotation and project authorization | Commercial scope and development start |
| 4 | Optical design | Fresnel segment and detection-zone layout |
| 5 | Optical simulation and design review | Simulation results and design data |
| 6 | Customer design approval | Approved optical and mechanical concept |
| 7 | DFM review | Manufacturable lens and mold design |
| 8 | Mold fabrication | Production tooling |
| 9 | Sample production and supply | Injection-molded lens samples |
| 10 | Optional performance evaluation | Detection or signal-response test results |
| 11 | Customer sample approval | Approved sample or final revision request |
| 12 | Mass-production preparation | Inspection, process, and packaging conditions |
| 13 | Mass production | Production supply |
NRE payment milestones and other commercial conditions are defined in the project quotation.
They may vary depending on the scope of optical design, mold fabrication, sampling, and evaluation work.
What Happens During the Optical Design Stage?
The optical design stage converts the required detection area into a Fresnel lens structure
that directs infrared energy toward the PIR sensor.
Typical activities include:
- Confirming the PIR sensor model and active-area geometry
- Confirming the sensor position and orientation
- Defining the lens-to-sensor distance
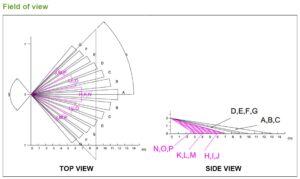
- Establishing the horizontal and vertical field of view
- Creating the detection-zone layout
- Assigning focal directions to individual lens segments
- Adjusting segment apertures and optical energy distribution
- Reviewing overlap between adjacent zones
- Reviewing possible blind zones
- Simulating the optical distribution on the target plane
- Comparing the optical design with the enclosure geometry
The optical design and its basic mechanical conditions should be approved before mold fabrication begins.
Changes to the sensor position, lens curvature, lens-to-sensor distance, or enclosure opening
after approval can affect the field of view and detection pattern.
Request a PIR Lens Optical Design Review
Fresnel Factory provides custom optical design, lens simulation,
and system-design consultancy for PIR and infrared sensing applications.
Optical Design, Lens Simulation, and System Design Consultancy
Why Is a DFM Review Required Before Mold Fabrication?
DFM means Design for Manufacturing.
It verifies that the approved optical structure can be machined into a mold
and reproduced consistently by injection molding.
A typical DFM review includes:
- Groove pitch
- Groove depth
- Minimum optical feature size
- Local lens thickness
- Draft angle
- Mold-cutting direction
- Tool accessibility
- Injection gate location
- Resin flow
- Filling balance
- Demolding direction
- Dimensional tolerance
- Warpage risk
An optical structure may perform well in simulation but still require modification
because of mold-machining limitations or injection-molding conditions.
When a change is required, its expected optical effect should be reviewed
with the customer before mold fabrication begins.
What Happens During Mold Fabrication and Sample Production?
Once the optical and mechanical design has been approved,
the lens geometry is transferred to the production mold.
The sample-production stage may include:
- Trial injection molding
- Visual inspection
- Critical-dimension measurement
- Lens-thickness measurement
- Optical-surface review
- Assembly-fit verification
- Initial sensor operation check
- Comparison with approved drawing data
The resulting samples are supplied to the customer for assembly and detector-level evaluation.
Performance testing can also be included as an optional development step.
How Can a PIR Fresnel Lens Be Tested After Sample Production?
Optical simulation is useful before tooling, but a completed PIR lens should ultimately be evaluated
together with the actual sensor, circuit, enclosure, and target conditions.
Fresnel Factory can support three types of engineering performance evaluation.
1. What Is an IEC 63180-Based Test?
An IEC 63180-based test can be used to evaluate the spatial detection characteristics
of a PIR motion detector under defined installation and target conditions.
It can support the review of:
- Detection-area coverage
- Horizontal detection pattern
- Vertical detection pattern
- Detection boundary
- Blind areas
- Detection consistency
- Performance at specified mounting conditions
The exact test setup should be selected according to the product type,
mounting condition, sensor configuration, and intended application.
2. What Is an EN 50131-2-2-Based Test?
An EN 50131-2-2-based test is relevant when the PIR detector is intended
for an intrusion-detection or security application.
It can support engineering evaluation of:
- Detection coverage
- Movement response
- Boundary performance
- Specified installation conditions
- Detector-response consistency
An engineering test based on EN 50131-2-2 should not be described as product certification.
Formal certification must be carried out separately under the required certification procedure.
3. What Is a Signal-Strength Test by Angle?
A signal-strength test by angle measures the detector output
while changing the target angle or the angular position of the detector.
This method can be used to review:
- Center-zone signal strength
- Edge-zone signal strength
- Detection boundaries
- Zone-to-zone variation
- Blind zones
- Left-right symmetry
- Upper and lower zone response
- Sensitivity to lens alignment
The test is useful for comparing the relative response of different lens designs
or confirming whether specific detection zones produce the intended sensor signal.
Which PIR Lens Test Method Should Be Used?
| Project purpose | Recommended evaluation |
|---|---|
| General PIR motion sensor development | IEC 63180-based detection test |
| Security or intrusion detector development | EN 50131-2-2-based test |
| Comparison of different lens designs | Signal-strength test by angle |
Evaluate a PIR Lens After Sample Production
Fresnel Factory supports engineering performance tests for PIR,
TMOS, and other infrared sensing devices after sample production.
What Happens After the Customer Approves the Samples?
After sample approval, the project moves from development into production preparation.
Typical activities include:
- Final drawing confirmation
- Material specification confirmation
- Golden-sample or limit-sample agreement
- Inspection-criteria definition
- Production-condition setup
- Packaging-specification confirmation
- Pilot production
- Quality review
- Mass-production release
Changes to the approved optical surface, sensor position, lens material,
lens curvature, or lens-to-sensor distance should be reviewed before implementation.
These changes can alter the detection-zone position, field of view, and signal response.
How Can Fresnel Factory Support a Custom PIR Lens Project?
Fresnel Factory supports custom PIR Fresnel lens projects from initial feasibility review
through optical design, tooling, sample production, testing, and mass production.
- Requirement and feasibility review
- PIR lens optical design
- Detection-zone simulation
- Segment energy-distribution review
- DFM review
- Mold fabrication
- Injection molding
- Sample production
- Optional performance evaluation
- Mass-production preparation
Start a Custom PIR Fresnel Lens Project
For optical design and system consultation:
Optical Design, Lens Simulation, and System Design Consultancy
For detector and lens performance evaluation:
Frequently Asked Questions
What is the first step in a custom PIR Fresnel lens project?
The first step is to confirm the sensor, lens geometry, target distance,
field of view, detection-zone requirements, annual usage, and project schedule.
Is optical simulation required before mold fabrication?
Optical simulation is strongly recommended because it allows the detection-zone layout,
target distance, field of view, and energy distribution to be reviewed before tooling begins.
What does NRE mean in a PIR lens development project?
NRE means non-recurring engineering. Depending on the quotation,
it may include optical design, engineering review, mold fabrication, sampling, or validation work.
Why is DFM review necessary for a Fresnel lens?
DFM review confirms that the optical structure can be machined into a mold
and reproduced consistently by injection molding.
Can PIR Fresnel lens performance be tested before mass production?
Yes. Injection-molded samples can be evaluated before customer approval
and mass-production preparation.
Which test method is suitable for a general PIR motion sensor?
An IEC 63180-based detection test can be used to review detection coverage,
boundaries, blind areas, and performance under defined mounting conditions.
Which test method is suitable for a security detector?
An EN 50131-2-2-based engineering test is relevant for PIR detectors
intended for security and intrusion-detection applications.
Can signal strength be measured by detection angle?
Yes. An angle-based test can compare center zones, edge zones,
detection boundaries, blind zones, symmetry, and lens-alignment sensitivity.